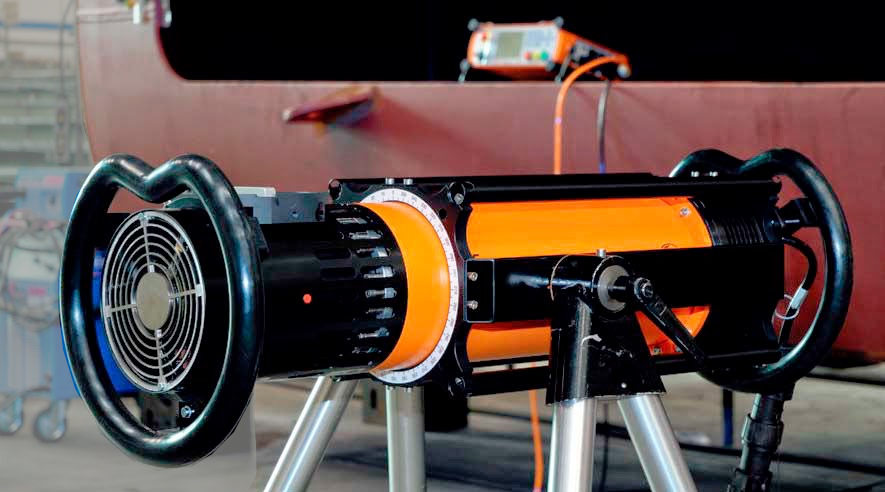
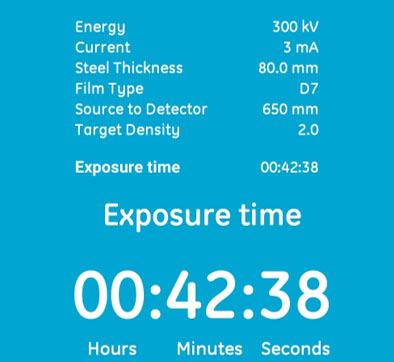
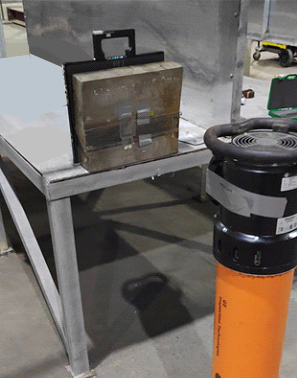
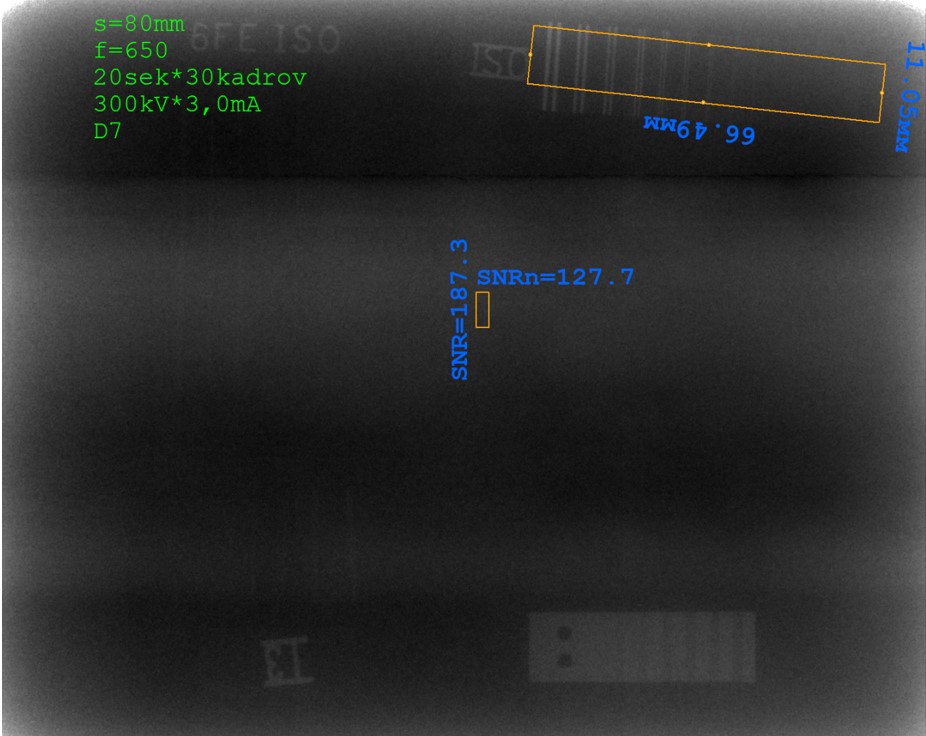
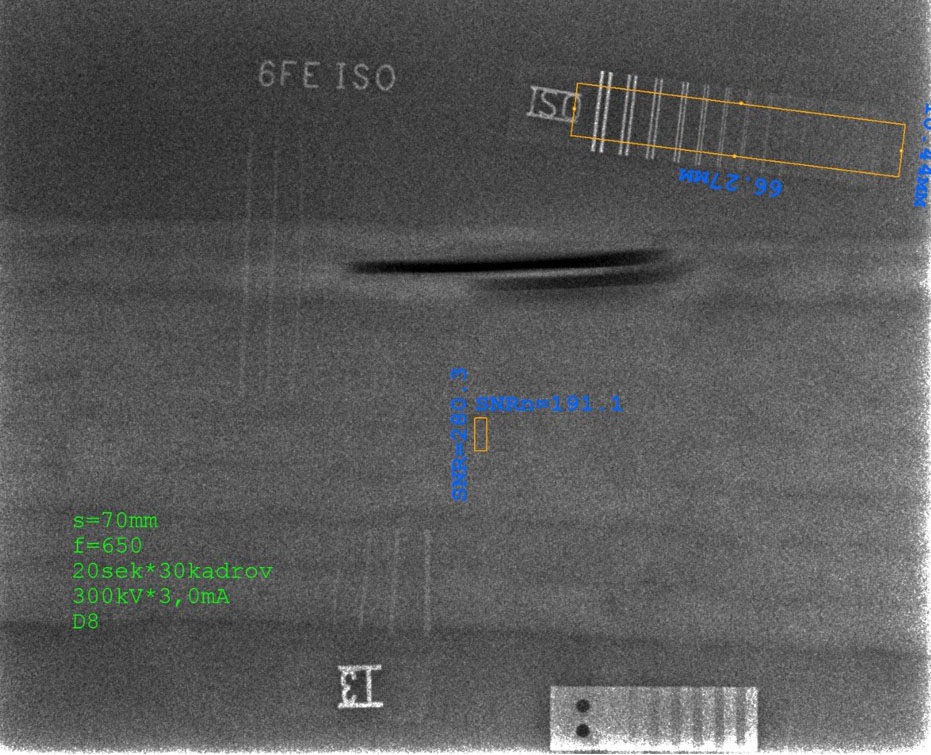
 Рентгеновский контроль
Рентгеновский контроль
 Ультразвуковой контроль
Ультразвуковой контроль
 Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Капиллярный контроль
Капиллярный контроль
 Контроль твердости
Контроль твердости
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
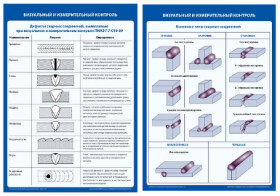
 Визуально-измерительный контроль
Визуально-измерительный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
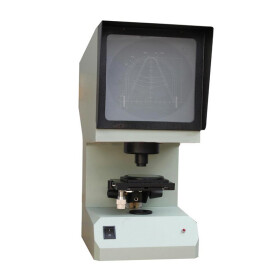
 Физико-механические испытания
Физико-механические испытания
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
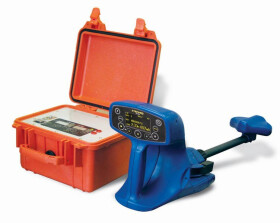
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
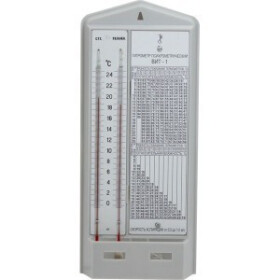
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное


























































































































































Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий