Порядок проведения контроля
Перед началом работы прибор настраивают по образцу, имеющему те же свойства, что объект контроля, либо непосредственно на объекте контроля.
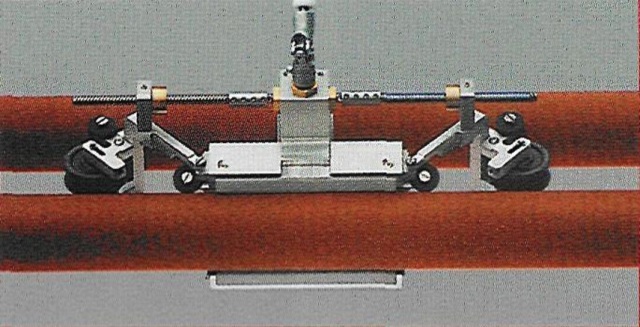
После настройки сканер устанавливается с минимально возможным зазором с поверхностью объекта и запускается сканирование. За один проход сканера по трубе контролируется поверхность шириной около 80 мм.
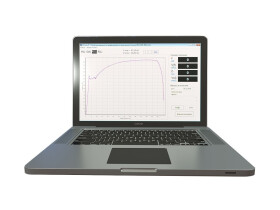
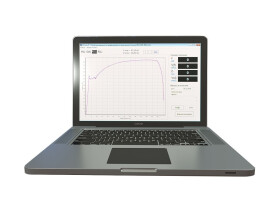
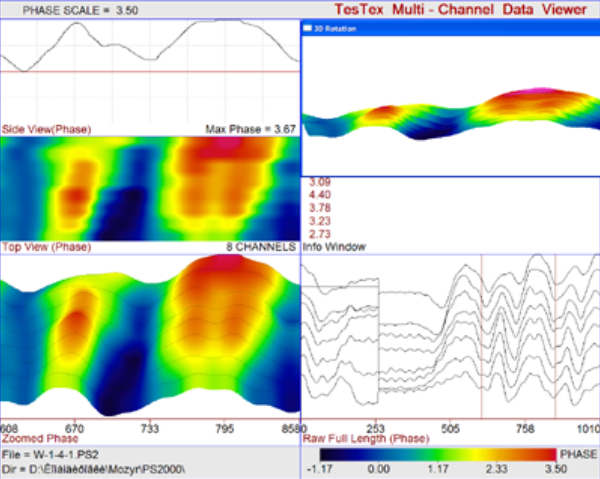
В режиме реального времени на экране ПК визуализируются несколько графиков, описывающих состояние объекта контроля:
- Регистрация общего состояния поверхности выводится на экран в цветной кодировке, где в синем цвете отображается поверхность без дефектов.
- Графики отклонения фазы и амплитуды сигнала с каждой из катушек сканера. За нулевой уровень графика принимается поверхность без дефектов, оператор, увидев отклонения на графике, определяет локацию и характер каждого дефекта.
- Оценка процента утонения стенки по фазе сигнала после предварительной калибровки.
Сканеры определяют область локализации дефекта с точностью 3-4 см в диаметре. Уточнить глубину дефекта будет удобно посредством УЗК.
Особенности
- Решение специфических задач вихретокового контроля. Анализ количества магнетита в трубах из нержавейки, контроль труб из углеродистой стали.
- Скорость. За один проход исследуются одновременно внешняя и внутренняя стороны, максимальная скорость проведения контроля 0,3 м/с.
- Сухой метод. Не требуется контактная жидкость и дорогостоящие расходные материалы.
- Минимальная подготовка поверхности. Сканер легкий, не оставляет намагниченности, не собирает частицы магнитного мусора.
- Контроль труднодоступных объектов. Через покрытие или зазор толщиной до 6 мм. Равномерная ржавчина, окалина или грязь не оказывают влияния на сигнал.
- Современное ПО. Автоматическое определение типа и глубины дефекта. Определение локализации дефекта с точностью до области 3-4 см в диаметре.
- Широкий диапазон контроля. Температуры окружающей среды от - 20 до + 65 °C, максимальная температура объекта контроля при использовании соответствующего сканера 200 °C.
- Программный модуль Piping Map. Для составления отчетов по результатам контроля.
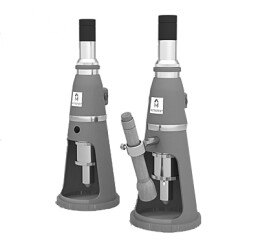
LFET-сканеры
При эксплуатации сканеры могут быть перестроены для труб ближайших диаметров на 1-2 типоразмера. Вес сканера 1-2 кг, средний срок службы 10 лет. Колеса съемные, срок службы 3-5 лет активной эксплуатации.

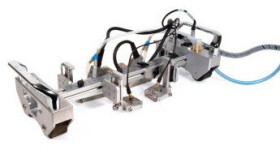
Специальный сканер для контроля по окружности

Сканеры для контроля
круто загнутых отводов
и околошовной зоны
 Сканер для контроля гибов
Сканер для контроля гибов
Низкопрофильный сканер для контроля труб в условиях ограниченного доступа

Преобразователи для контроля трубных пучков теплообменников
Сканер для контроля труб реакторов

Низкопрофильный сканер
 Внутритрубный LFET- сканер для контроля кристаллизаторов
Внутритрубный LFET- сканер для контроля кристаллизаторов
Плоский сканер MCS 8" с шириной захвата 200 мм

Сканер
для контроля объектов
температурой до 200⁰С
| Минимальный диаметр трубы |
6 мм |
| Минимальный диаметр трубы для использования плоского сканера |
760 мм |
Соответствие стандартам
Внесен в реестр СИ под номером 75316-19.
Периодичность поверки - 1 год. Поверка проводится по МП 76.Д4-13.
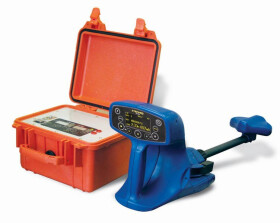
Комплектация
- электронный блок дефектоскопа;
- компьютер (промышленный компьютер/ мини-компьютер/ноутбук);
- LFET-сканер или преобразователь под цели заказчика;
- кабель для преобразователя или сканера;
- USB-кабель;
- ПО;
- ключ USB HASP для защиты ПО.
 Рентгеновский контроль
Рентгеновский контроль
 Ультразвуковой контроль
Ультразвуковой контроль
 Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Капиллярный контроль
Капиллярный контроль
 Контроль твердости
Контроль твердости
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
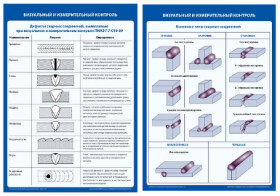
 Визуально-измерительный контроль
Визуально-измерительный контроль
 Вихретоковый контроль
Вихретоковый контроль
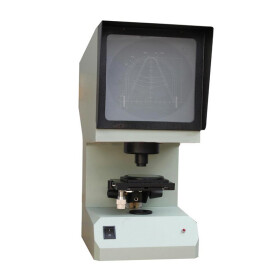
 Визуально-оптический контроль
Визуально-оптический контроль
 Физико-механические испытания
Физико-механические испытания
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное















































































































































![Портативный вихретоковый дефектоскоп TiS 8C [фото №1]](/upload/files/4628/conversions/727f00cb36698307abbb9d05813efeb9-medium.jpg)
![Портативный вихретоковый дефектоскоп TiS 8C [фото №2]](/upload/files/4629/conversions/c4baa0b1837e4736e02ddc3c2c61f0a0-medium.jpg)
![Портативный вихретоковый дефектоскоп TiS 8C [фото №1]]( /upload/files/4628/conversions/727f00cb36698307abbb9d05813efeb9-big.jpg )








Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий